Metal FDM
Technology deep dive
Metal FDM - low batch metal printing
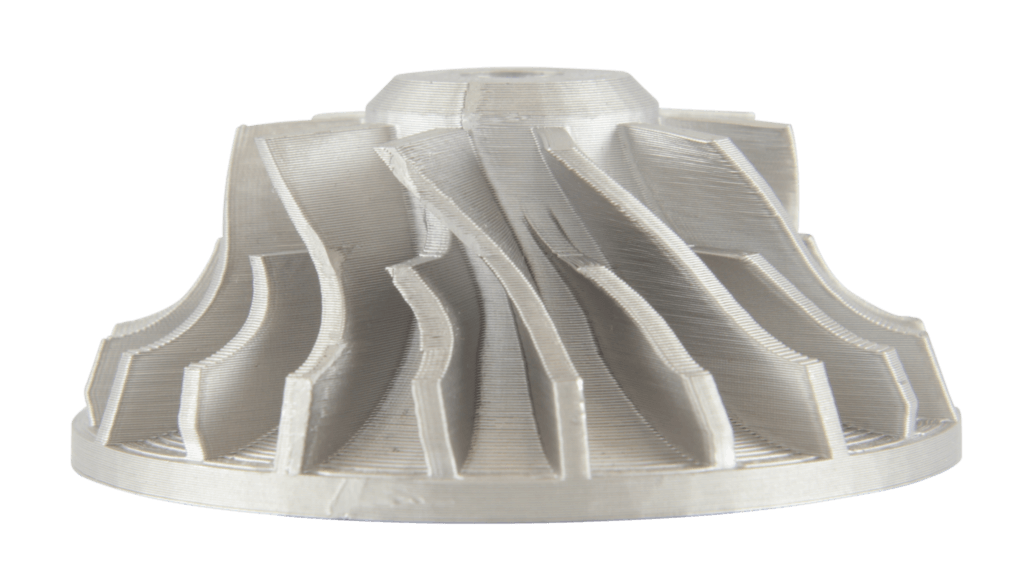
Learn the background and state of the art of metal FDM. The process is based on the widely known polymer technology called Fused Deposition Modeling also known as FDM. Several variants are known and many new suppliers are currently going to market with either metal FDM system technology or feedstock.
Laser Beam Powder Bed Fusion
LB-PBF or laser beam powder bed fusion, also known as selective laser melting (SLM), is the most known metal Additive Manufacturing technology. With an installed base of over 7,000 systems, the technology is now wide spread with many public applications in production. This report section gives a broad overview of the state of the art of laser beam powder bed fusion.
Electron Beam Powder Bed Fusion
Technology deep dive
Electron Beam Powder Bed Fusion
In the shadow of LB-PBF, Electron Beam Powder Bed Fusion (EB-PBF) developed as a major technology for certain industries and applications such as medical devices in form of hip cups for bone replacement. Learn all about the state of the art of EB-PBF in this report section, the advantages of the technology, further developments, and expected new market entrants of suppliers.

Coldspray
Technology deep dive
Coldspray Additive Manufacturing
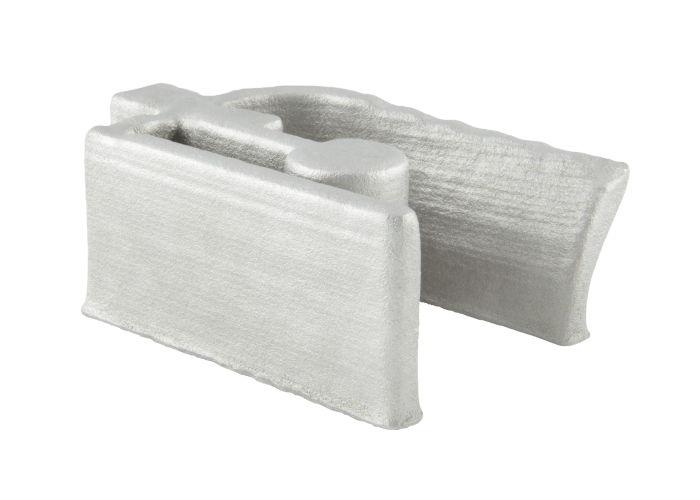
Coldspray is an Additive Manufacturing technology based on a traditional coating technology. Powder particles are bonded in solid state only by plastic deformation due to impact. This leads to extremely high productivity but the level of details and the data preparation are challenging.
Wire Arc Deposition
Technology deep dive
Wire Arc Deposition
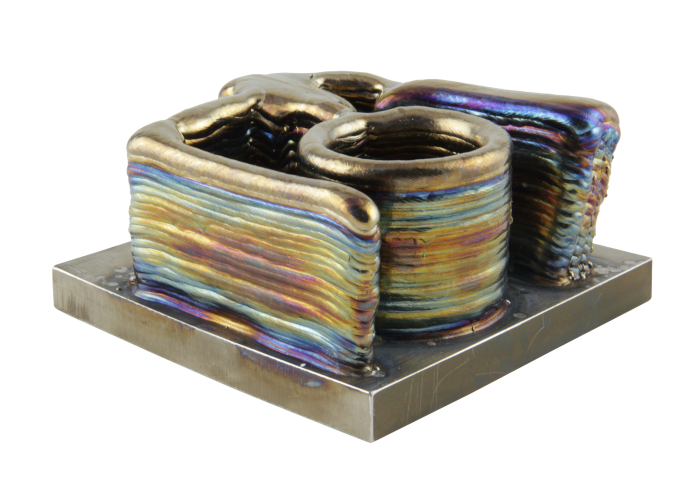
Wire Arc Deposition, also known as Wire Arc Additive Manufacturing, is based on conventional wire based welding processes such as MIG, MAG and TIG welding. Due to its simplicity and low cost input material, the technology promises very high build rates at low cost. However, to achieve the full flexibility that Additive Manufacturing claims, further development efforts in data preparation are still necessary.
Powder Laser Deposition
Technology deep dive
Powder Laser Deposition
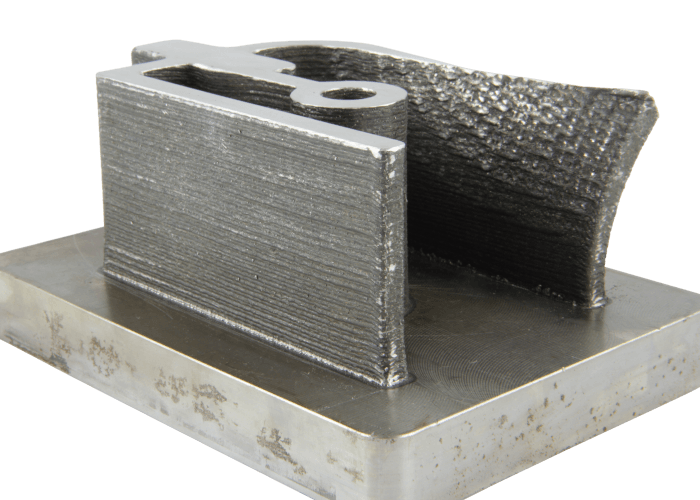
Powder Feed Laser Energy Deposition, also known as Laser Metal Deposition (LMD) is a welding technology used for many years. Recently the technology is adopted as an Additive Manufacturing technology by system integrators and off-the-shelf system providers. In this report section you learn about the background of LMD.
Binder Jetting
The patents for Binder Jetting are as old as the ones from laser beam powder bed fusion. However in recent years, the technology is getting more attention due to several new players in the field who claim, Binder Jetting might enable large volume metal Additive Manufacturing production. In this report section, you learn everything about the background and state of the art of this technology.
You are currently viewing a placeholder content from HubSpot. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Hubspot Meetings. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information